
Lorsqu'un système de câbles est installé sous terre, dans un passage souterrain ou dans un environnement sujet à l'accumulation d'eau, il est nécessaire, afin d'empêcher la vapeur d'eau et l'eau de pénétrer dans la couche isolante et d'assurer la durée de vie du câble, d'utiliser une structure de barrière étanche radiale. Cette structure comprend une gaine métallique et une gaine composite métal-plastique. Le plomb, le cuivre, l'aluminium et d'autres métaux sont couramment utilisés pour les gaines métalliques. La gaine composite métal-plastique est constituée d'un ruban composite métal-plastique et d'une gaine en polyéthylène. Également appelée gaine intégrale, cette gaine composite métal-plastique se caractérise par sa souplesse, sa facilité de transport et une perméabilité à l'eau bien inférieure à celle des gaines en plastique ou en caoutchouc. Elle convient aux environnements exigeant une étanchéité maximale, mais présente néanmoins une certaine perméabilité par rapport aux gaines métalliques.
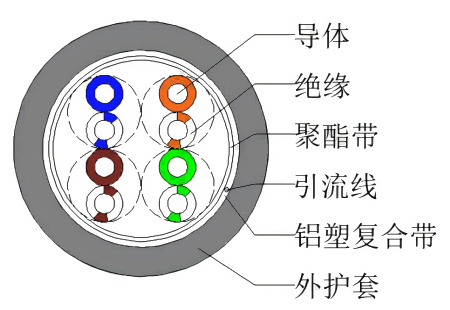
Dans les normes européennes relatives aux câbles moyenne tension, telles que HD 620 S2: 2009, NF C33-226: 2016 et UNE 211620: 2020, un ruban d'aluminium recouvert de plastique sur une seule face est utilisé comme gaine étanche complète pour les câbles d'alimentation.ruban d'aluminium recouvert de plastiqueElle est en contact direct avec le blindage isolant et joue simultanément le rôle de blindage métallique. La norme européenne exige de tester la force d'arrachement entre le ruban d'aluminium plastifié et la gaine du câble, ainsi que de réaliser des essais de résistance à la corrosion afin de mesurer l'étanchéité radiale du câble. Il est également nécessaire de mesurer la résistance en courant continu du ruban d'aluminium plastifié pour évaluer sa capacité à supporter un courant de court-circuit.
1. Classification des rubans adhésifs en aluminium plastifiés
Selon le nombre de couches de film plastique recouvrant le substrat en aluminium, on distingue deux types de procédés de revêtement longitudinal : le ruban d’aluminium recouvert de plastique double face et le ruban d’aluminium recouvert de plastique simple face.
La couche protectrice étanche à l'eau et à l'humidité des câbles d'alimentation et des câbles optiques moyenne et basse tension, composée d'un ruban adhésif double face en aluminium plastifié et d'une gaine en polyéthylène, polyoléfine ou autre matériau, assure une étanchéité radiale. Le ruban adhésif simple face en aluminium plastifié est principalement utilisé pour le blindage métallique des câbles de communication.
Dans certaines normes européennes, en plus d'être utilisé comme gaine étanche complète, le ruban adhésif en aluminium recouvert de plastique sur une seule face est également utilisé comme blindage métallique pour les câbles moyenne tension, et le blindage en ruban d'aluminium présente des avantages de coût évidents par rapport au blindage en cuivre.
2. Procédé d'enroulement longitudinal de ruban adhésif en aluminium plastifié
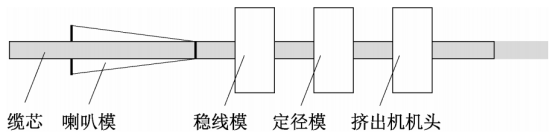
Le procédé d'enroulement longitudinal de la bande composite aluminium-plastique consiste à transformer la bande d'aluminium plastifiée de sa forme plate initiale en une forme tubulaire par une série de déformations du moule, puis à coller ses deux bords. Ces bords sont ainsi plats et lisses, parfaitement collés, et il n'y a pas de décollement de la couche aluminium-plastique.
Le passage d'une bande d'aluminium plastifiée d'une forme plate à une forme tubulaire peut être réalisé à l'aide d'une matrice d'enroulement longitudinal composée d'une matrice de corne d'enroulement, d'une matrice de stabilisation de ligne et d'une matrice de calibrage. Le schéma de procédé de la matrice d'enroulement longitudinal de la bande d'aluminium plastifiée est présenté dans la figure suivante. Les deux bords de la bande tubulaire peuvent être collés par deux procédés : le collage à chaud et le collage à froid.
(1) Procédé de collage à chaud
Le procédé de thermocollage consiste à ramollir la couche plastique du ruban adhésif en aluminium à une température de 70 à 90 °C. Lors du formage du ruban, la couche plastique au niveau de la jonction est chauffée à l'aide d'un pistolet à air chaud ou d'un chalumeau. Les deux bords du ruban sont ensuite collés par adhérence grâce à la viscosité résultante. Il est alors impératif de bien les coller.
(2) Procédé de collage à froid
Le procédé de collage à froid se divise en deux variantes. La première consiste à insérer une filière de stabilisation longue entre la filière d'étirage et la tête d'extrusion. Ainsi, le ruban d'aluminium revêtu de plastique conserve une structure tubulaire relativement stable avant son entrée dans la tête d'extrusion. La sortie de la filière de stabilisation est proche de la sortie du noyau de la filière, et le composite aluminium-plastique pénètre immédiatement dans le noyau de la filière après le passage de la filière de stabilisation. La pression d'extrusion du matériau de gainage maintient la structure tubulaire du ruban d'aluminium revêtu de plastique, et la température élevée du plastique extrudé ramollit la couche plastique du ruban, assurant ainsi le collage. Cette technologie convient aux rubans d'aluminium revêtus de plastique double face. L'équipement de production est simple à utiliser, mais la fabrication du moule est relativement complexe et le ruban d'aluminium revêtu de plastique est sujet au rebond.
Un autre procédé de collage à froid consiste à utiliser un adhésif thermofusible. Cet adhésif, fondu par une extrudeuse dans un moule à cornet longitudinal, est appliqué sur l'un des bords extérieurs du ruban d'aluminium plastifié. Les deux bords du ruban sont ensuite acheminés par une ligne de guidage et une filière de calibrage après collage. Cette technologie convient aussi bien aux rubans d'aluminium plastifiés double face qu'aux rubans simple face. La fabrication des moules et la production sont simples, mais la qualité du collage dépend fortement de celle de l'adhésif thermofusible.
Afin de garantir la fiabilité du fonctionnement du système de câbles, le blindage métallique doit être électriquement connecté au blindage isolant du câble. Par conséquent, un ruban adhésif en aluminium plastifié simple face doit être utilisé comme blindage métallique. Par exemple, le procédé de soudage à chaud mentionné dans cet article ne convient qu'aux blindages double face.ruban d'aluminium recouvert de plastique, tandis que le procédé de collage à froid utilisant un adhésif thermofusible est plus adapté au ruban adhésif en aluminium recouvert de plastique sur une seule face.
Date de publication : 30 juillet 2024